(
continued from part 3)
Continuing on, it will be helpful at this time to identify the physical components of the lathe and QCGB components. It always surprises me how many parts there are when I take a step back.
Working roughly from left to right, we have:
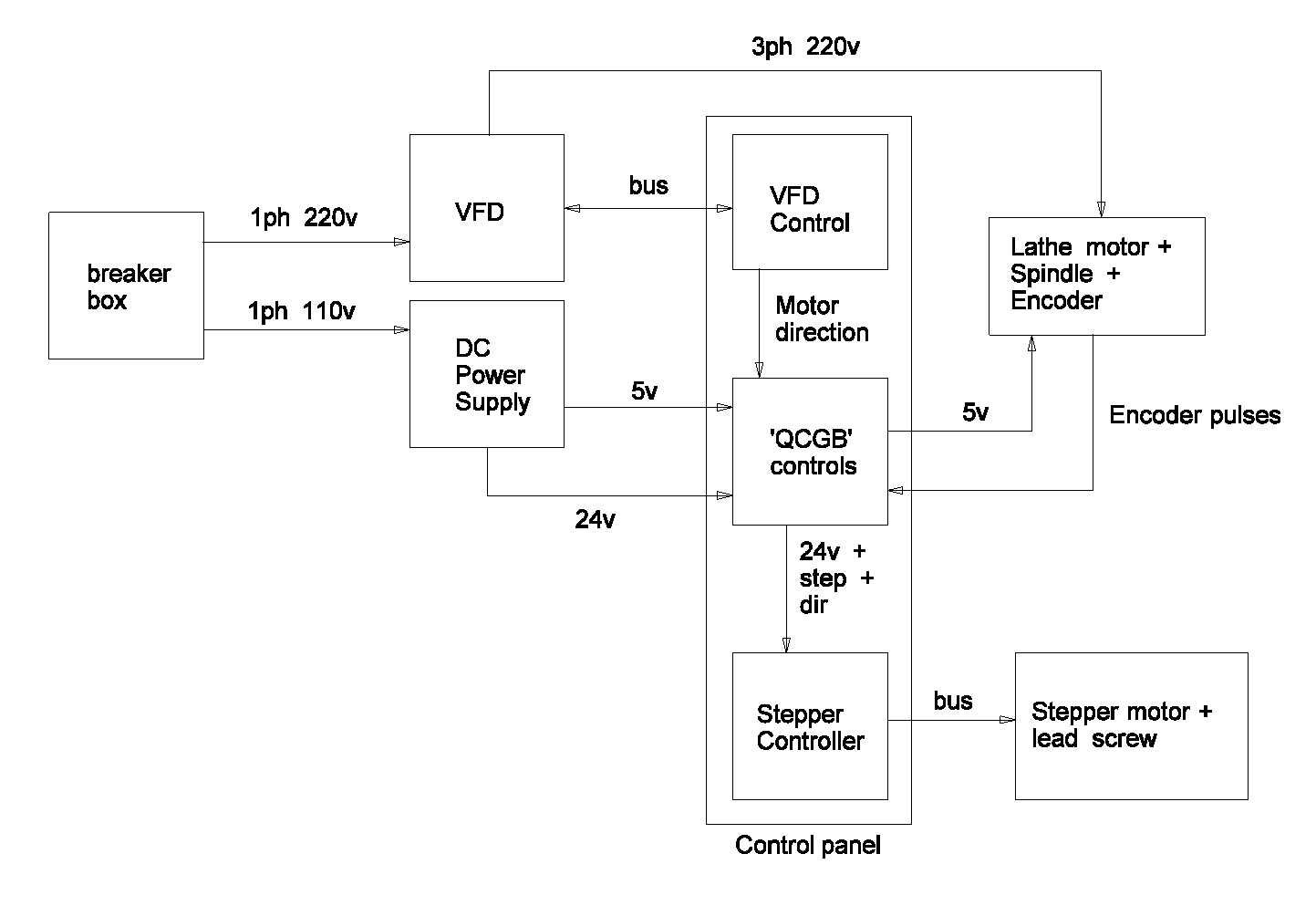
1. The breaker box. This is typical and has 220v 1ph power running to it.
Here's a picture including the VFD. It will supply 220v power to the VFD and 110 to the DC Power Supply.
2. VFD. This is a remarkable device that converts garden-variety one-phase power into three-phase power. The VFD also affords a remarkable amount of control over many aspects the motor. Highly recommended. The VFD is controlled by the 'VFD Control' component, which I'll get to soon.
3. DC Power Supply. The stepper motor needs 24v at up to 2 amps. The CPLD requires 5 volts and a few milliamps of power. The DC power supply will produce both from wall current.
4. VFD Control: These are remote controls for the VFD. They allow me turn on the motor, control the speed, and control the motor's direction or rotation. The only commonality between these controls and the QCGB project is that I want to know the direction the motor is spinning. This is crucial when cutting metric threads.
5. 'QCGB' controls: These are the controls specifically dealing with the QCGB and the circuitry to support them. You can see a diagram of what they may look like
the previous installment of this blog. The controls include some indicator LEDs and a switch that energizes the CPLD and the stepper controller. What's important here is that the 24v stepper power be isolated from the 5v general electronics circuitry. This will likely be done with a relay. The CPLD that's under the hood is is the heart of the project. It collects the pulses from the spindle, performs the division, and sends the result to the stepper controller.
6. Stepper controller: This is a circuit that accepts a pulse and direction and moves the stepper motor appropriately. It does this by manipulating the motor's windings using the 24v 2a power supplied by the DC power supply.
7.Stepper Motor and lead screw: The stepper motor is a motor designed to rotate in discreet steps, with 200 steps/rev being common. They allow very fine control. As the stepper motor turns, it turns the lead screw and this pulls the carriage down the lathe and a very controlled speed.
8. Lathe motor, spindle, and encoder. The motor spins the spindle which spins the encoder. The encoder I'm using will produce 4096 pulses every time the spindle makes one complete revolution. These pulses are fed into the CPLD chip which is configured to divide in such a way to send the proper number of pulses to the stepper controller.
The VFD Control, 'QCGB' controls, Stepper Controller, and related controls will be housed in a metal case and be presented to the user by a control panel.
The VFD is already housed in the breaker box.
Part 5 is
Right This Way...